
BMW AG - A Deep Dive (Part III)
Production, Financial Profile, China & Tariffs


Friends of NFTBC, welcome to this final Part III of deep dive #4 - Bayerische Motoren Werke AG. In Part II we discussed BMW’s moat in vehicle development as well as the technologies in the upcoming Neue Klasse family of vehicles. In this post we will start with BMW’s moat in production before looking at financials, China and tariffs.
First of all, here’s a brief overview of some of the things that I believe investors are currently missing:
BMW’s ambition and ability to ramp up Neue Klasse and Gen6 drivetrain production in the next 3-5 years. Neue Klasse was designed and engineered to achieve scale economies quickly and to get BMW to ICE-BEV cost parity. Preparation over the last three years has included the construction of a new car plant in Hungary, the construction of new high-voltage battery assembly sites around the world and the rollout of new formalised manufacturing processes into the global manufacturing network (‘BMW iFactory’)
The simultaneous ramp down of R&D and capex. Investment peaked in 2024 and BMW is guiding for lower fixed nominal costs in 2028 vs 2022. Free cash flow is likely to accelerate therefore - starting in 2025 but picking up steam from 2026.
BMW’s current earnings are understated. Unlike 90%+ of other listed companies, BMW does not provide ‘adjusted’ earnings - this masks the fact that actual EBIT margin is around 1pp higher than reported due to the non-cash accounting effects of BMW’s 2022 acquisition of a further 25% stake in its China JV.
BMW is now a serial repurchaser of its own shares, reducing share count by 2-3% a year. Along with the planned return to volume growth, there’s a clear path to BMW as a ~7% EPS CAGR story from here.
BMW’s global production network is much more flexible than most realise, putting it at a major advantage relative to peers in a world with higher tariffs
BMW’s ability to compete in China is stronger than generally assumed. BMW intends to return to growth in China after 2025 and Neue Klasse is their plan to do it.
With that, let’s get going.
[As always, please do your own research. NFTBC does not give advice.]
Manufacturing
In Part I I talked about the complexity involved in producing and selling cars. Development (as discussed in Part II) is merely one piece of the puzzle - of equal importance is manufacturing. Getting the manufacturing part right is critically important to cost and profit margins, not to mention the impact of quality control on both the demand and cost side. It is itself a highly complex and expansive topic which could easily fill a book of its own - my approach therefore is to try to keep it relatively simple and to stick to a handful of areas in which BMW sets itself apart.
One interesting consideration at BMW is indeed the importance given to manufacturing at the highest level of the company. Look at it this way: five of the last six chairmen have been head of production. This includes current chairman Oliver Zipse. Given reports that Zipse will retire in 2026 after a seven-year stint, I wouldn’t be surprised if current Head of Production, Milan Nedeljković, takes over as chairman.
At the heart of car manufacturing, is managing complexity. It’s incredibly hard to do this consistently well for efficiency, quality control and resilience - BMW is one of the very few that excels. Here’s how I would boil down BMW’s production moat as much as I dare: Extreme standardisation of vehicle architecture combined with extreme customisation. While most legacy players have a mishmash of architectures and platforms, BMW has just two modular systems, with >80% of sales focussed on just one. And while most new players offer limited customisation, BMW offers practically unlimited combinations for deep personalisation. The effect is that manufacturing is highly efficient and flexible - a diesel 5 Series comes down the same production line as an electric 7 Series. Yet BMW can offer customers the opportunity to make their car, truly their own - but without compromising efficiency or quality control. Through mastering complexity, process optimisation and continuous improvement, a unique BMW can roll of the production line every 57 seconds. BMW only rarely produces exactly the same model. Efficient production, increased customer choice and premium pricing make for consistently higher-than-average profit margins.
Production Network
Let us start with some production context and take a look at what BMW Group builds and where. You don’t need to study these figures in detail at this time - it’s more to familiarise yourself with the structure of BMW’s manufacturing network. But please refer back later if it’s helpful. Here are delivery numbers by BMW model in 2023-2024:
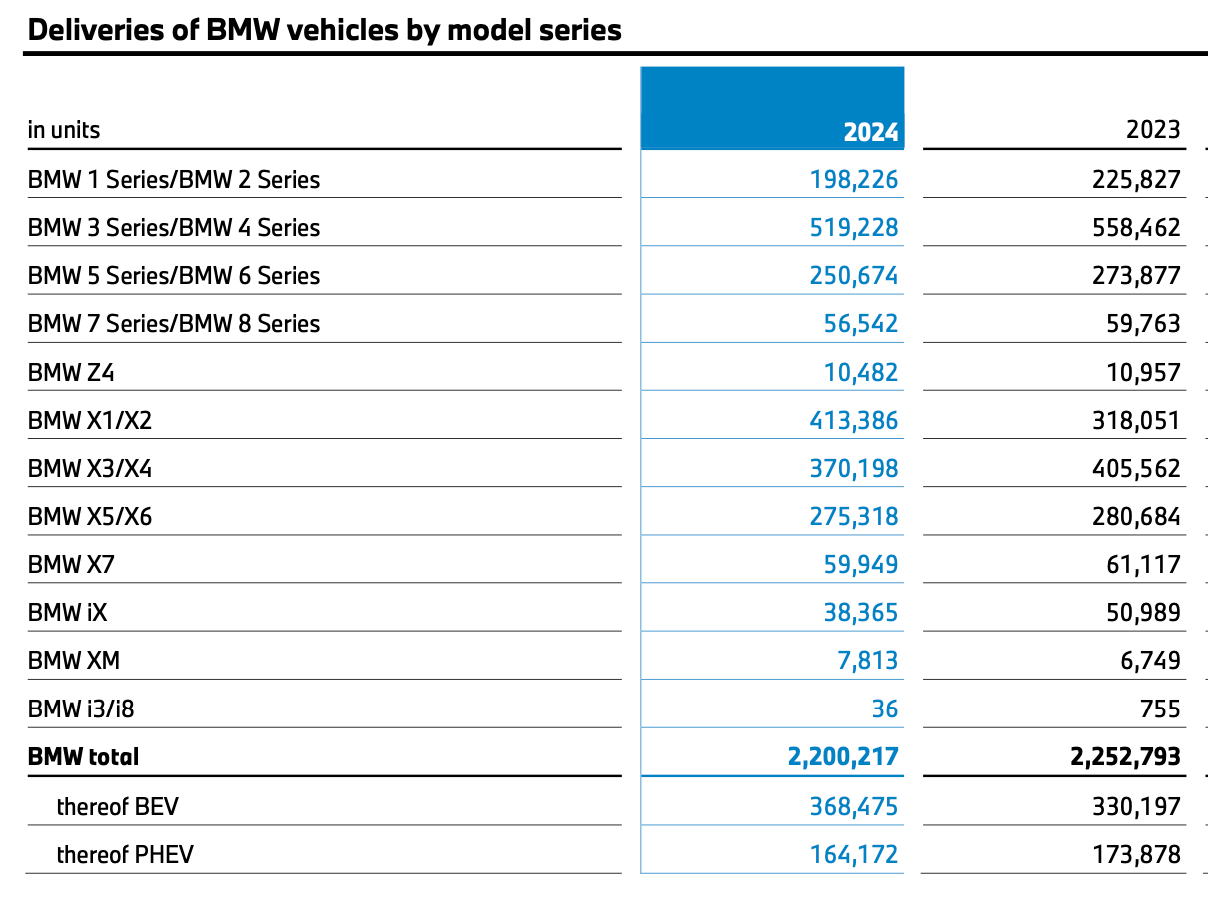
But note in addition there were 245,000 MINI deliveries in 2024 (of which 24% BEV/PHEV) and 5,900 Rolls-Royce deliveries (of which 32% BEV). Before we move on, I’d just like to draw your attention to 3/4 Series and X3/4 numbers, accounting for 40-43% of BMW deliveries in 2023/2024 - as a reminder these are the two segments that BMW is launching Neue Klasse into first. The stated ambition is for a fast high-impact ramp of Neue Klasse models (see later). Model production takes place at the following facilities:
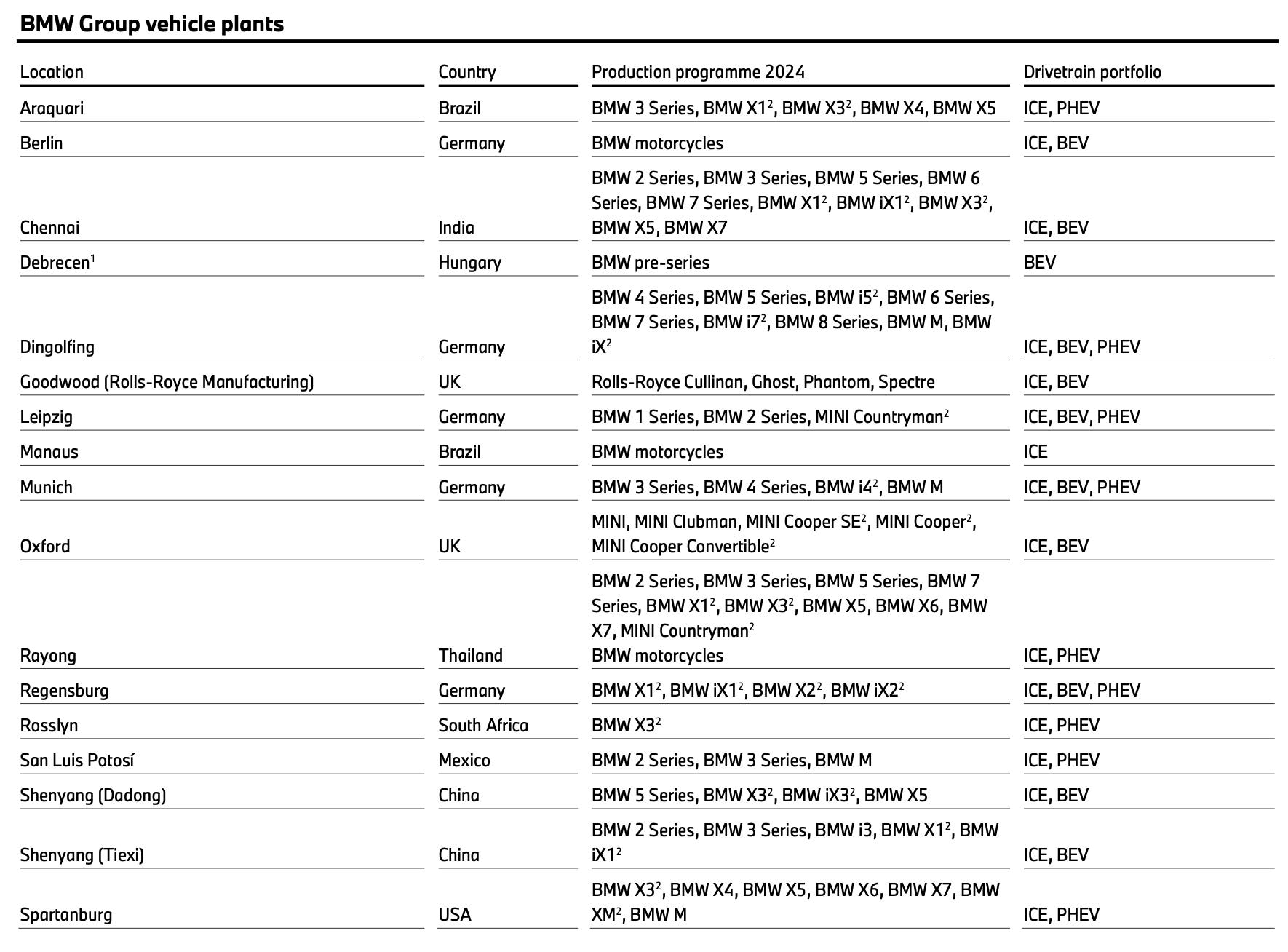
Note that the plants in Thailand, Brazil and India primarily serve their own local markets as tariff workarounds, whereas Germany, USA, China, UK and South Africa are all material exporters in addition to serving local markets. In 23/24 production took place in these quantities:1
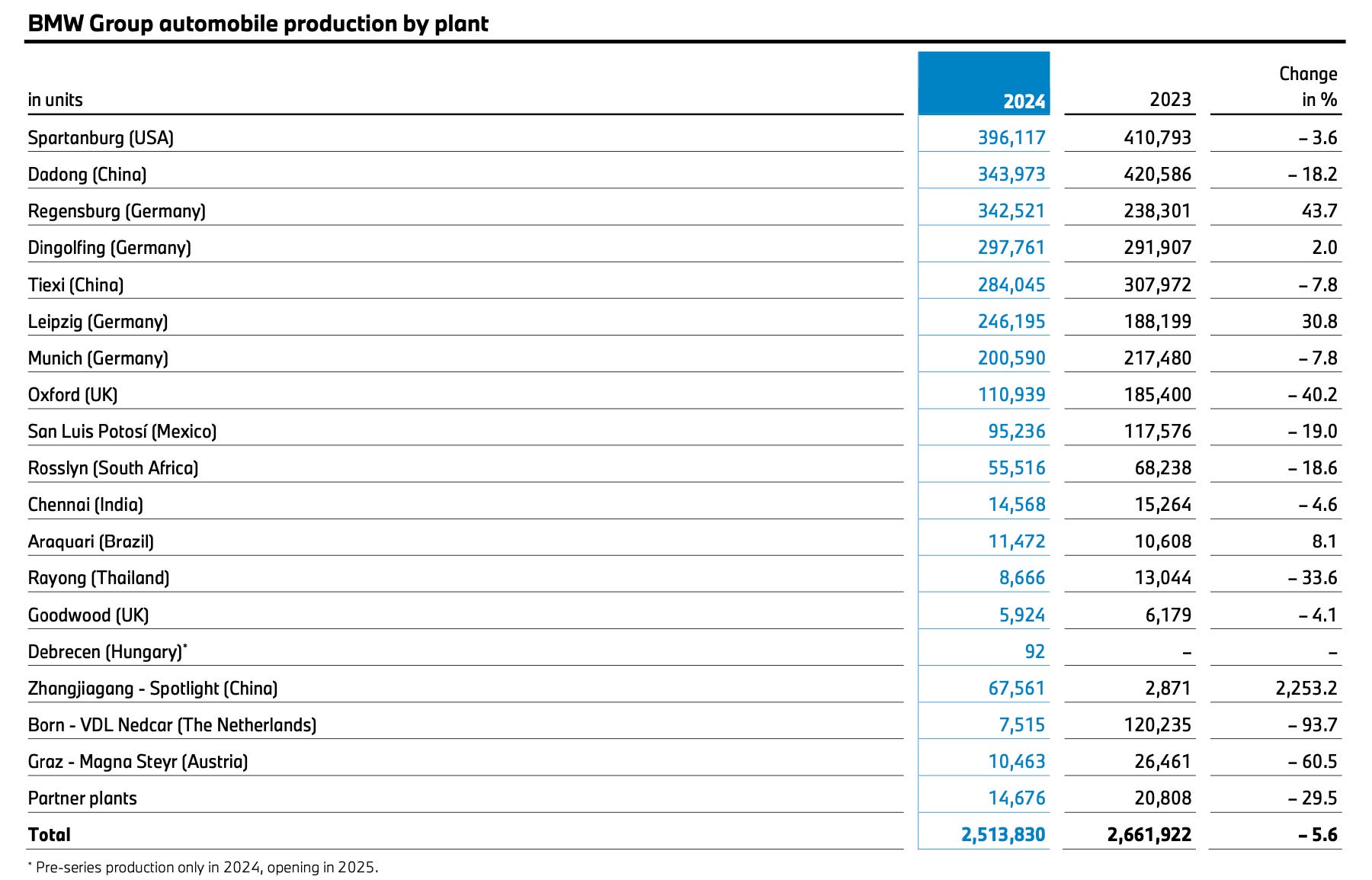
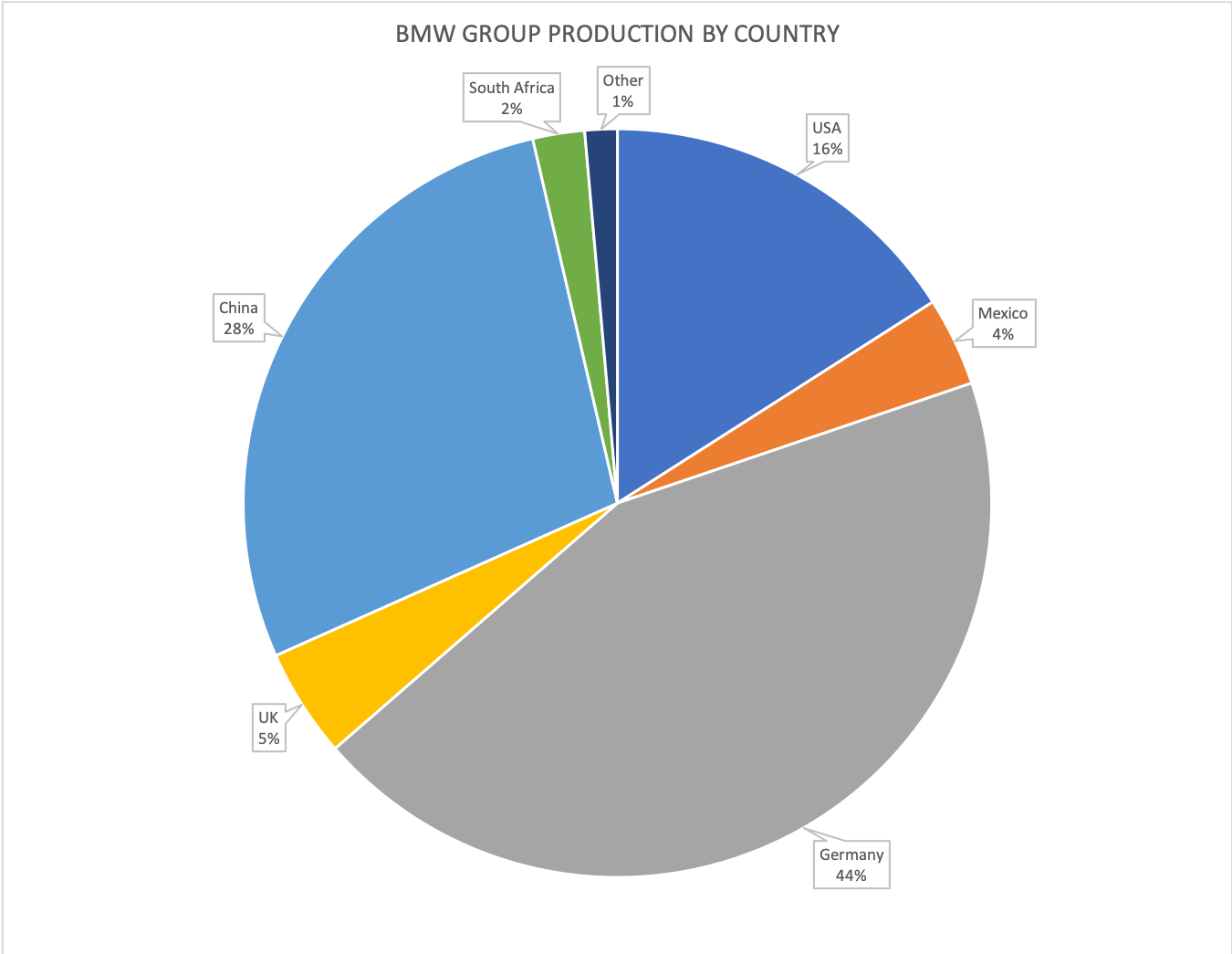
The Debrecen/Hungary plant opens later this year with an initial capacity of 150,000. Here is the production share by country in 2024:
In addition to vehicle production plants it’s worth taking note of a few of BMW’s other production sites, which includes Steyr in Austria (BMW’s largest engine/motor production facility), Hams Hall in the UK (engines), as well as additional component sites in Germany and the UK. Recently BMW has been investing heavily in rolling out new Gen6 high voltage battery factories, including breaking fresh ground on major new facilities in Irlbach-Straßkirchen in Bavaria and Woodruff in South Carolina. Other Gen6 battery sites are starting up at existing plants in Debrecen, San Luis Potosi and Shenyang.
Local for Local
Since early on in its post-1959 history BMW has been selling cars globally. BMW’s historic home is Munich and they have been manufacturing there since 1922 - even today BMW still carries out large-scale car production close to the centre of Munich in state of the art facilities. As I write BMW is completing a project to demolish 30% of its Munich plant, replacing it with three-story manufacturing facilities - due to limited space, BMW is building upwards. All the while, the plant remains operational, producing 1,000 cars per day. Munich is gearing up to produce the Neue Klasse i3 from next year and to be exclusively a BEV factory from 2027. BMW has produced cars in Dingolfing, Bavaria, for over 50 years and Regensburg, Bavaria, for almost 40 years. The engine/motor plant in Steyr, Austria, has been operational since 1979.
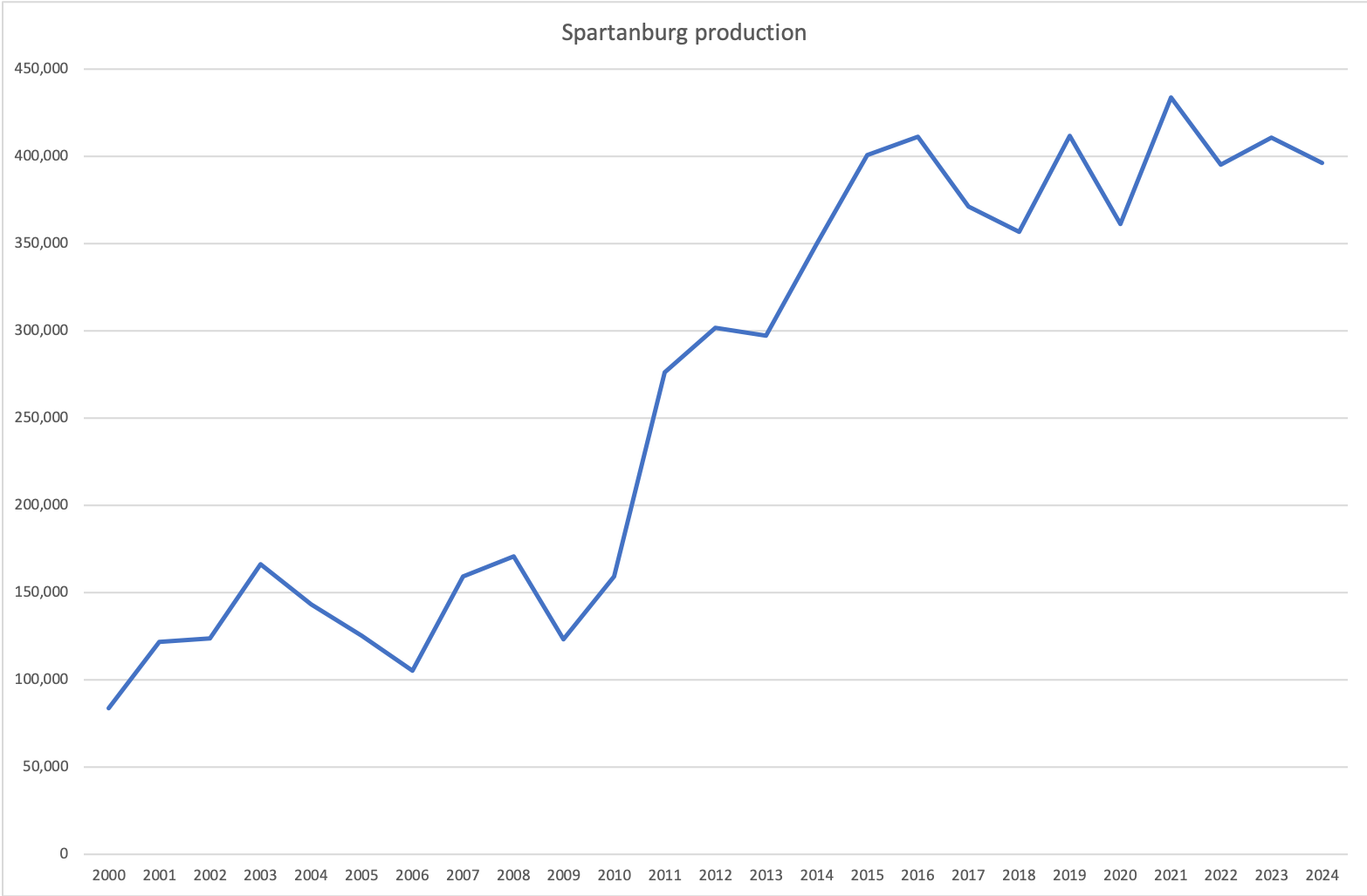
As noted in Part I, when the 1990s came around, BMW began to run into some challenges with its export model to the US, a market of increasing importance to the company. The decision was made to start producing in the US. Spartanburg, South Carolina, was ultimately announced as the chosen location in 1992 due to the availability of suitable personnel as well as infrastructure links. Employees were sent to BMW’s German plants to become acquainted with the company’s workflows and productions systems. Production began just two years later with the 3 Series, followed by the Z3. BMW was the first European carmaker to begin production in the US - yet another example of the company going its own way. This marked the beginning of BMW’s ‘local for local’ strategy which continues today. In the intervening years, Spartanburg has evolved into BMW’s largest single plant and a hub for manufacturing X models both for local consumption and export. Spartanburg has been the largest US car exporter, by value, for years. The plant’s capacity is around 430,000 units and it tends to run at fairly high utilisation.
The next major step was China in 2003 with the Dadong/Shenyang site, followed by Tiexi. Operated initially as a 50:50 JV (BMW Brilliance or ‘BBA’) with Brilliance Auto, as of 2022 BMW owns 75% of BBA. With China, BMW has taken its local for local strategy to a new level. For example, China gets tailor made models to suit local conditions - including an electric 3 Series as well as long wheelbase versions of the 3 and 5 Series, each of which are unavailable in Europe or the US. On upcoming Neue Klasse models, BMW is taking a very China-specific approach too particularly on the digital features, AI and ADAS side, including partnerships with Alibaba, Deepseek, Momenta and Tencent.
In its three principal regions, BMW currently makes about as many cars as it sells. BMW in China primarily produces and consumes locally, whereas Europe and the US work an import/export model with Europe importing most X models from the US and the US importing sedans, coupés and engines from Europe.

iFactory
BMW has a long history of efficient manufacturing, quality control and continuous improvement, stretching back to the 1970s. From my research, Wolfgang Reitzle seems to have been an important figure here. Starting at the company in 1976, he was initially involved in testing manufacturing processes and equipment - including robots which were being rolled out around that time. One of the lasting impacts he had was to start BMW’s ‘pilot plant’ inside of the FIZ R&D campus in Munich. Reitzle had noticed that new cars tended to have bugs, and these were often picked up by dealers just before the point of sale. His idea was to test the manufacturing process in a smaller controlled environment to identify and fix faulty processes or defects at a much earlier stage, and before rolling out the modifications to series production plants. Doing this increases quality and saves time and cost. BMW is still at it today with pre-series Neue Klasse and with high voltage battery production. Also in the 1980s/90s a number of processes began to emerge from the new Regensburg plant including flexibility to produce numerous variants down a single production line as well as well enabling a higher degree of customisation by the customer, including changes taking place in the final assembly stage - such processes were rolled out to other plants.
Somewhere along the line, and presumably inspired by Toyota, BMW officially adopted its own adapted version of lean manufacturing and continuous improvement - Value-added Production Principles (VPS). Among other matters, VPS sought to incorporate robust, repeatable processes as well as the elimination of waste. More recently, BMW has evolved VPS into the “iFactory”:
Automotive manufacturing of the future requires a new, holistic way of thinking. With our BMW iFACTORY, we are leading the way and setting new standards in flexibility, efficiency, sustainability and digitalisation. The BMW iFACTORY is not a one-off showpiece but an approach we will implement at all our plants in the future – from our 100-year-old home plant in Munich to our forthcoming plant in Debrecen, Hungary.
- Milan Nedeljković
It can’t really be overstated how important BMW considers iFactory to be in conjunction with Neue Klasse - they’re both two integral elements of the same strategy, one in production, one in product. From the company’s perspective both the product portfolio and the production network are going through a fundamental transformation. Recall that from late 2025 through to 2027, BMW is launching 40 models in and around the Neue Klasse design language and family of technologies - an extraordinary challenge from a planning and production perspective.
iFactory is built on three pillars: LEAN, GREEN and DIGITAL. And the focal point is where BMW considers its three main strengths to be: “maximum flexibility, excellent processes and outstanding integration capabilities”:
Flexibility remains the key competitive advantage of BMW Group production, now and in the future – and in several respects: The company’s production structures are so flexible that a single production line can produce different drive types and vehicle models. They also set the standard in terms of rapid responsiveness and adaptability, absorbing supply bottlenecks and shortages comparatively spontaneously and reacting quickly to fluctuations in demand. And for customers, this flexibility means they can change certain elements of their vehicle configuration up to six days before the production date.
The green pillar goes hand-in-hand with the circularity principle introduced by the iVision Circular (see Part II). Processes have been designed and engineered for materials and resources to reused or recycled. Moreover, Debrecen will be BMW’s first carbon-free vehicle plant, with most energy produced onsite or purchased from nearby renewable sources. On the digital side the company is integrating product, process, quality, and cost data across development, planning, and production using technologies like virtualisation, data science, and AI. I’ll give you a few examples.
We’ve already talked about the complexity involved in vehicle production. At the Regensburg plant, every 57 seconds a vehicle built to unique customer specifications rolls off the line and requires inspection - a test of extreme variability that needs to be carried out at high speed. Here is the solution they recently came up with at a pilot plant:
Our AI tool generates an individual inspection catalogue for each specific customer vehicle. The AI analyses vast amounts of data to create these custom specifications. This includes not only vehicle data, such as model and equipment variant, but also real-time production data for each specific vehicle. By recognising patterns and correlations, the AI system quickly and automatically determines the scope of the inspection and organises it intelligently, in the right order, within a smartphone app.
What I like about this example is that Regensburg was already Factory of the Year in Germany before they ran this experiment - continuous improvement in action. Here’s another example: BMW’s ‘Virtual Factory’. BMW has created digital twins of over 30 production sites to carry out simulations and accelerate planning for the upcoming product launches - they believe they can reduce planning costs by 30%. Probably a material sum with 40 launches.
If you spend any time on social media, you may have seen something like this a couple of months ago:
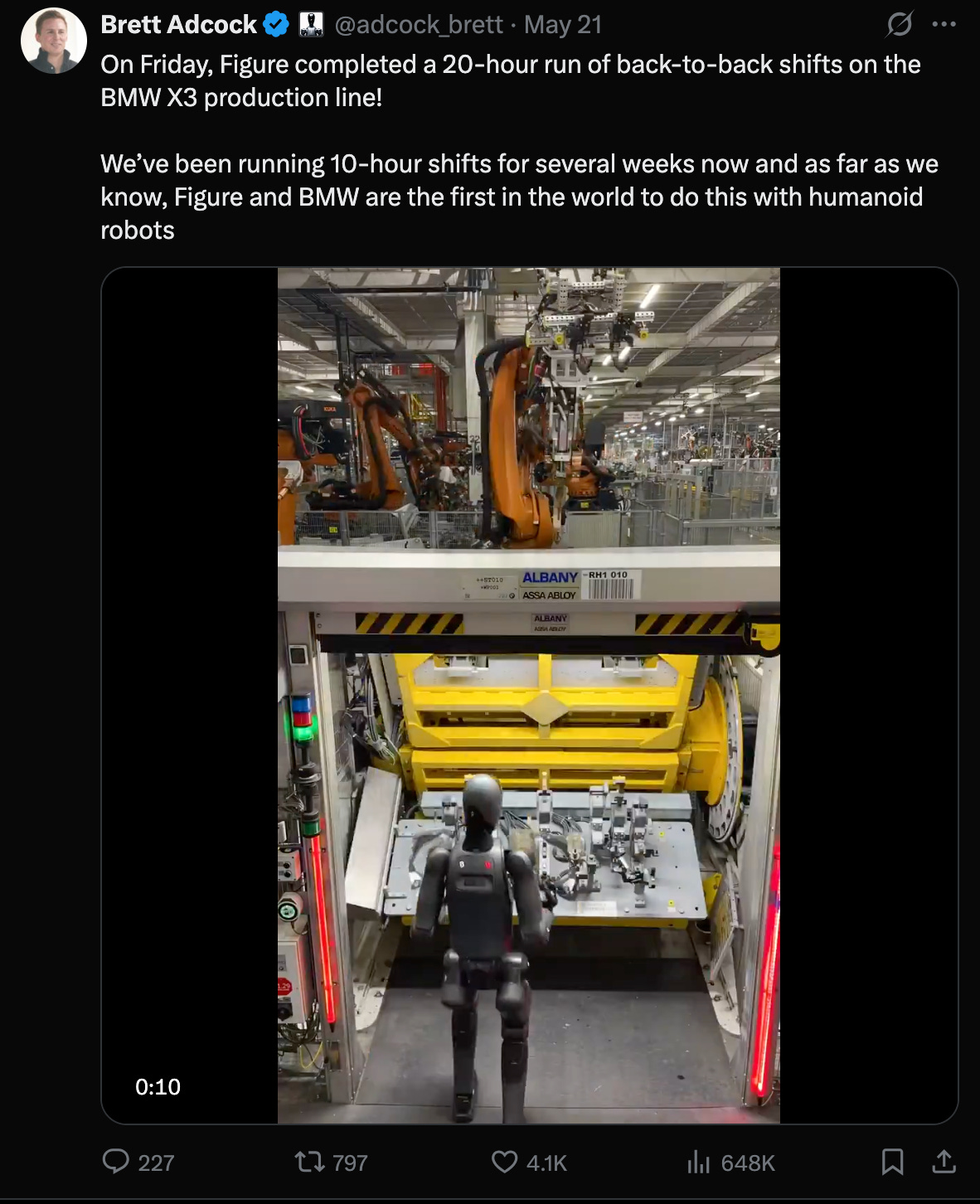
In partnership with Figure Robotics BMW has been running trials with AI-powered humanoid robots since last year to explore their uses in production, particularly in tasks that are ergonomically awkward and tiring.
While BMW does not have a monopoly on any of these technologies, it does develop many of them in-house - particularly on the software side. But I would argue that insofar as there is a moat, it’s not in the technology itself, it’s in the deployment and implementation of it to the end of continuous improvement. Even though most of BMW’s plants have been around for decades, they’re among the most modern and technologically sophisticated you’ll find. Managing the complexity of vehicle manufacturing is incredibly hard, so you’re at a big advantage if you’re sustainably good at it.
